Trong ngành công nghiệp phụ trợ, đặc biệt là các phân xưởng sản xuất linh kiện ô tô, xe máy, ốc vít chính xác hay chế tạo khuôn ép nhựa, sức ép về sản lượng luôn đi kèm với yêu cầu khắt khe về dung sai kích thước. Khi sản lượng một mã hàng dạng trục, chốt cán mốc hàng vạn đến hàng trăm nghìn chiếc mỗi tháng, các phương pháp gia công truyền thống bắt đầu bộc lộ giới hạn nghiêm trọng về thời gian và chi phí. Để giải quyết triệt để điểm nghẽn này, ngành chế tạo máy công cụ đã phát triển một giải pháp đột phá, loại bỏ hoàn toàn các cơ cấu định vị phức tạp. Bài viết này sẽ bóc tách chi tiết về nguyên lý hoạt động và lý do tại sao các xưởng cơ khí sản xuất hàng loạt bắt buộc phải đầu tư thiết bị máy mài này để duy trì năng lực cạnh tranh.
Khái niệm: Máy mài vô tâm là gì và sự khác biệt với mài tròn truyền thống

Máy mài vô tâm công nghiệp loại bỏ hoàn toàn mâm cặp và mũi chống tâm
Để hiểu rõ sự ưu việt của công nghệ này, chúng ta cần đối chiếu nó với phương pháp nguyên thủy. Trong gia công mài tròn ngoài truyền thống, một phôi kim loại dạng trụ luôn phải được định tâm xác định. Người thợ sẽ phải khoan hai lỗ tâm ở hai đầu chi tiết, sau đó dùng hai mũi chống tâm để kẹp chặt phôi ở giữa, hoặc sử dụng mâm cặp ba chấu kết hợp với mũi chống tâm để giữ phôi quay tròn. Toàn bộ thao tác dừng thiết bị, gá phôi, siết mâm cặp, kiểm tra độ đảo và tháo phôi tiêu tốn một lượng thời gian phi sản xuất rất lớn.
Ngược lại, máy mài vô tâm đúng như tên gọi của nó là một thiết bị gia công bề mặt trụ ngoài mà không cần sử dụng đến bất kỳ mũi chống tâm hay mâm cặp nào. Phôi kim loại không bị kẹp chặt ở hai đầu mà được thả trôi tự do, tự xoay và tự tịnh tiến giữa một cụm cơ cấu đá mài và bệ đỡ. Việc loại bỏ hoàn toàn khâu định tâm và gá kẹp không chỉ là một sự thay đổi về cơ khí, mà đây là một cuộc cách mạng về năng suất đối với các phân xưởng chuyên gia công trụ tròn. Thiết bị cho phép chi tiết đi vào và đi ra khỏi vùng gia công như một dòng chảy liên tục, không có sự gián đoạn.
Phân tích cơ cấu động học của cụm mài vô tâm
Bí quyết làm nên khả năng tự xoay và tự tịnh tiến của phôi nằm ở cấu tạo buồng mài. Khác với thiết bị truyền thống chỉ có một viên đá, buồng làm việc của máy mài vô tâm được cấu thành từ ba chi tiết cốt lõi, phối hợp với nhau tạo ra một cơ cấu động học chặt chẽ.
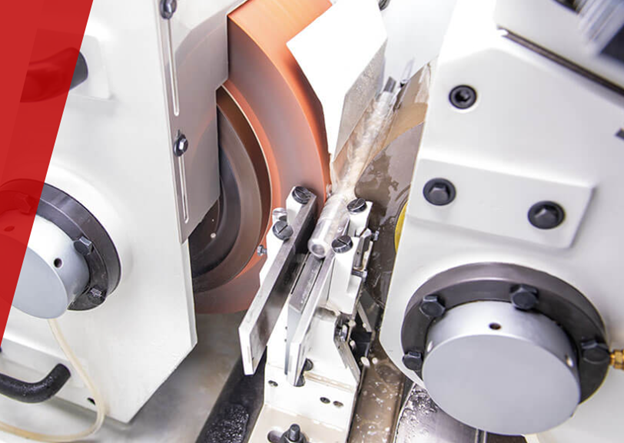
Sơ đồ nguyên lý động học của đá mài, đá dẫn và thanh đỡ phôi trên máy mài vô tâm
Đá mài
Đây là khối đá có đường kính lớn nhất trong hệ thống, thường được chế tạo từ các hạt mài nhôm oxit hoặc silicon carbide liên kết bằng gốm. Đá mài quay với tốc độ góc rất lớn, tạo ra vận tốc cắt tại bề mặt tiếp xúc thường dao động từ 30 đến 50 mét/giây.
Nhiệm vụ duy nhất và quan trọng nhất của nó là tác nhân trực tiếp cắt gọt kim loại. Với tốc độ quay cực cao, các hạt mài sắc bén sẽ bóc tách lớp lượng dư trên bề mặt phôi thép, tạo ra kích thước đường kính mục tiêu và đạt độ nhám bề mặt theo đúng yêu cầu bản vẽ kỹ thuật. Lực ma sát và lực cắt từ đá mài có xu hướng muốn ép phôi văng ra phía sau và dìm phôi chúi xuống dưới, do đó cần đến sự xuất hiện của hai chi tiết định vị còn lại trong máy mài vô tâm.
Đá dẫn
Đá dẫn, hay còn được giới kỹ thuật gọi là đá điều áp, là một bộ phận cực kỳ thông minh trong kết cấu máy. Nó thường được làm từ các vật liệu có hệ số ma sát rất cao, phổ biến nhất là cao su pha trộn với các hạt mài mịn.
Khác với đá mài quay cực nhanh, đá dẫn quay với tốc độ chậm hơn rất nhiều và quay cùng chiều với đá mài. Do phôi nằm kẹp ở giữa, mặt đối diện của hai viên đá sẽ di chuyển ngược chiều nhau. Vì đá dẫn có ma sát lớn hơn hẳn so với bề mặt đá mài, nó sẽ tỳ chặt vào phôi và hoạt động như một hệ thống phanh. Nó ép phôi phải xoay theo vận tốc vòng của chính nó, đồng thời hãm không cho phôi quay quá nhanh theo lực cuốn của viên đá mài.
Đặc biệt nhất, trục quay của đá dẫn không được đặt song song tuyệt đối với trục của đá mài. Nó được thiết kế để có thể nghiêng một góc nhỏ (thường từ 1 đến 6 độ). Việc đặt nghiêng bề mặt ma sát quay tròn này sẽ tạo ra một vector lực dọc trục. Vector lực này chính là động năng tự động đẩy phôi trượt liên tục về phía trước dọc theo chiều dài của thanh đỡ mà không cần bất kỳ tay đẩy cơ học nào khác.
Thanh đỡ phôi
Nằm kẹp giữa đá mài và đá dẫn là một bệ đỡ bằng kim loại cứng (thường được gắn hợp kim trượt chống mòn), được gọi là thanh đỡ phôi. Mặt trên của thanh đỡ thường được vát một góc nghiêng để tạo rãnh tỳ.
Thanh đỡ này đảm nhận vai trò định vị chiều cao của chi tiết. Sự kết hợp giữa đá mài, đá dẫn và thanh đỡ tạo thành một kết cấu định vị ba điểm chóp vững chắc. Trong thực tế hiệu chỉnh thiết bị, kỹ sư luôn điều chỉnh sao cho tâm của phôi nằm cao hơn một chút so với đường nối tâm của hai viên đá. Việc đặt lệch tâm này tạo ra một quỹ đạo không đối xứng liên tục, giúp triệt tiêu các đa giác đều sinh ra trong quá trình cắt, từ đó ép phôi phải đạt được độ tròn xoay tuyệt đối theo nguyên lý hình học.
3 Lý do xưởng sản xuất chốt, trục hàng loạt bắt buộc phải dùng máy mài vô tâm
Nếu doanh nghiệp của bạn đang nhận gia công các đơn hàng chi tiết trụ tròn với số lượng lớn, việc tiếp tục tận dụng các thiết bị có tâm cũ kỹ sẽ là một lực cản lớn đối với biên lợi nhuận. Dưới đây là ba yếu tố kỹ thuật và kinh tế cốt lõi lý giải tại sao việc nâng cấp công nghệ là điều bắt buộc.
Năng suất cực hạn nhờ triệt tiêu thời gian gá kẹp
Trong lý thuyết sản xuất, thời gian chu kỳ của một sản phẩm bao gồm thời gian cắt gọt thực tế và thời gian phi sản xuất (như gá đặt, đo kiểm). Ở mài tròn có tâm, chu trình luôn đi theo quy trình cứng nhắc: Dừng máy -> Mở mâm cặp -> Đưa phôi vào -> Siết mâm cặp/chống tâm -> Khởi động máy -> Cắt gọt -> Dừng máy -> Tháo phôi. Đối với các chi tiết nhỏ, thời gian tháo lắp này thậm chí còn lâu hơn cả thời gian đá mài gọt đi vài vệt kim loại.
Máy mài vô tâm thay đổi hoàn toàn cục diện bằng cách hoạt động theo nguyên lý dòng chảy liên tục. Thiết bị không bao giờ phải dừng lại giữa chừng. Phôi được đẩy vào vùng cắt, gia công xong và thoát ra ngoài trong khi các trục động cơ vẫn đang quay ổn định ở tốc độ tối đa. Người thợ vận hành chỉ cần thực hiện thao tác đổ hàng loạt phôi thô vào phễu cấp phôi rung, các chi tiết sẽ tự động nối đuôi nhau xếp hàng, chạy qua khe hở giữa hai viên đá và rơi ra ở khay đựng thành phẩm ở đầu bên kia. Thiết bị không lãng phí một giây nào cho việc gá kẹp, đẩy năng suất lên mức cực hạn, vượt trội gấp hàng chục lần so với gia công có tâm.
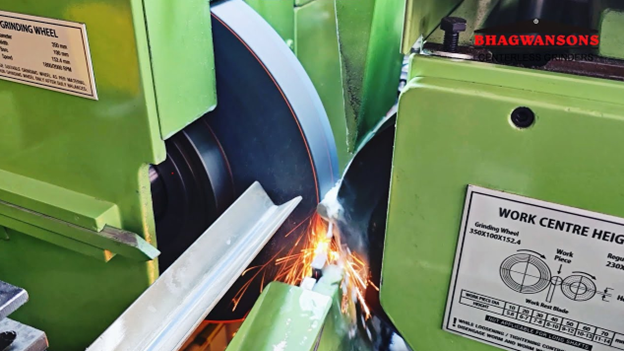
Hệ thống phễu rung cấp phôi tự động đẩy chốt thép vào buồng mài chạy suốt liên tục
Triệt tiêu hiện tượng uốn cong đối với phôi dài và mảnh
Một trong những bài toán đau đầu nhất của thợ cơ khí là gia công các chi tiết có tỷ lệ giữa chiều dài và đường kính (tỷ lệ L/D) quá lớn. Các chi tiết đặc thù như chốt pin đẩy khuôn ép nhựa, trục mô tơ điện nhỏ, mũi khoan taro, hay các kim tiêm y tế có đặc điểm là đường kính cực nhỏ nhưng chiều dài lại rất lớn.
Nếu đưa các chi tiết mảnh mai này lên máy mài có tâm và chống hai đầu, dưới lực tỳ ngang rất lớn của viên đá mài, phôi sẽ ngay lập tức bị uốn cong, võng ở phần giữa. Hệ quả là sau khi gia công xong, chi tiết sẽ bị sai số hình trống (hai đầu nhỏ, ở giữa phình to), không thể đạt dung sai trụ và không thể lắp ráp vào các lỗ dẫn hướng trong khuôn mẫu.
Công nghệ vô tâm giải quyết triệt để yếu điểm này vật lý này. Phôi không bị treo lơ lửng giữa hai đầu chống tâm mà được đặt tỳ trực tiếp trên thanh đỡ phôi dọc theo toàn bộ chiều dài của nó. Hơn nữa, đá dẫn ở phía đối diện đóng vai trò như một bức tường phản lực, áp sát và hỗ trợ thân phôi chống lại lực đẩy của đá mài. Nhờ sự nâng đỡ toàn diện này, hiện tượng uốn cong bị triệt tiêu hoàn toàn, cho phép thiết bị gia công các chốt dài mảnh với độ thẳng và độ tròn xoay đồng đều trên mọi mặt cắt.
Khả năng tự động hóa và tích hợp rô bốt
Trong bối cảnh chi phí nhân công ngày càng tăng cao, tự động hóa là chìa khóa để bảo vệ biên lợi nhuận. Thiết kế hở và nguyên lý trượt tự động của thiết bị vô tâm sinh ra là để dành cho tự động hóa.
Các xưởng cơ khí hiện đại rất dễ dàng tích hợp thiết bị này với các bộ cấp phôi rung (vibratory bowl feeder) hoặc các băng tải dẫn phôi trọng lực. Người công nhân không cần phải đứng trực tiếp tại buồng máy để thao tác vặn tay. Một người thợ phụ hoàn toàn có thể đảm nhiệm việc tiếp phôi và giám sát vận hành cùng lúc từ 3 đến 5 thiết bị. Việc giảm thiểu sự can thiệp của con người không chỉ tối ưu chi phí nhân sự mà còn giảm thiểu tỷ lệ phế phẩm do các sai sót gá đặt thao tác tay gây ra.
Các phương pháp gia công mài vô tâm phổ biến tại xưởng
Tùy thuộc vào hình dáng hình học của phôi, kỹ sư vận hành sẽ thiết lập góc nghiêng của đá dẫn và biên dạng của bệ đỡ để áp dụng một trong hai phương pháp gia công cốt lõi sau đây.
Mài chạy suốt (Gia công phôi trụ trơn)
Phương pháp này được ứng dụng chuyên biệt cho các loại phôi có dạng hình trụ trơn, đường kính bằng nhau trên toàn bộ chiều dài chi tiết, không có phần đầu vát hay mặt bích nhô ra cản trở. Ví dụ tiêu biểu là các chốt pin khuôn, trục trơn, kim loại dạng ống, hay các con lăn trong vòng bi bạc đạn.
Ở phương pháp này, trục của đá dẫn được nghiêng một góc đủ lớn. Phôi được cấp liên tục vào từ một phía của bệ đỡ. Vector lực chiều trục sinh ra từ đá dẫn sẽ tự động kéo phôi đi xuyên qua khe hở hẹp giữa đá mài và đá dẫn. Khi phôi trượt qua vùng cắt, bề mặt kim loại liên tục bị bóc tách cho đến khi phôi đi hết chiều dài thanh đỡ và rơi ra ở phía đối diện.
Đá mài và đá dẫn thường được sửa đá thành dạng hơi loe ở đầu vào để đón phôi từ từ, và song song ở phần giữa để định hình kích thước. Năng suất của phương pháp gia công mài vô tâm chạy suốt là cao nhất trong tất cả các nguyên công gia công trụ, lý tưởng cho sản xuất khối lượng lớn.
Mài cắt khía (Gia công phôi có bậc, mặt bích)
Không phải mọi chi tiết đều là hình trụ thẳng tắp. Đối với các sản phẩm như bu lông có đầu mũ, xupap động cơ ô tô, trục có nhiều bậc đường kính khác nhau, phương pháp chạy suốt không thể áp dụng vì phần đầu bích sẽ bị vướng vào khe đá, không thể đi xuyên qua. Lúc này, thiết bị sẽ được chuyển sang thiết lập mài cắt khía (hay còn gọi là mài tiến ngang).
Trong phương pháp này, phôi không chạy xuyên qua thiết bị. Trục của đá dẫn chỉ được nghiêng một góc rất nhỏ (để giữ phôi tỳ chặt vào cữ chặn). Người thợ hoặc cánh tay rô bốt sẽ đặt chi tiết lên thanh đỡ phôi. Sau đó, toàn bộ cụm đá mài (hoặc cụm đá dẫn) sẽ tiến thẳng vào theo chiều ngang, ép vuông góc vào thân phôi. Đá mài sẽ cắt gọt kim loại trên toàn bộ chiều dài biên dạng phôi cùng một lúc cho đến khi đạt đường kính quy định, sau đó lùi ra để tháo phôi. Bề mặt của đá mài và đá dẫn trước đó đã được sửa định hình theo đúng biên dạng bậc của chi tiết cần gia công.
Tư vấn đầu tư và tính toán sản lượng cùng Á Châu
Nếu phân xưởng của bạn đang phải vật lộn chạy đua tiến độ với các đơn hàng trục, chốt pin, ống kim loại yêu cầu dung sai ngặt nghèo với sản lượng hàng vạn chiếc mỗi tháng, việc chần chừ nâng cấp công nghệ sẽ làm mất đi năng lực cạnh tranh cốt lõi. Việc tiếp tục sử dụng thiết bị có tâm cho sản xuất hàng loạt sẽ bào mòn lợi nhuận của doanh nghiệp thông qua chi phí nhân công và thời gian chết.
Chuyển đổi sang công nghệ gia công không tâm là một bước tiến chiến lược. Tuy nhiên, việc lựa chọn công suất thiết bị, đường kính cụm đá, thiết kế góc nghiêng bệ đỡ và lựa chọn hệ thống cấp phôi rung đòi hỏi sự tính toán chính xác dựa trên vật liệu và bản vẽ thực tế.
Hãy gửi bản vẽ chi tiết gia công và mức sản lượng kỳ vọng theo tháng để liên hệ Á Châu. Đội ngũ chuyên gia ứng dụng của chúng tôi sẽ lên cấu hình thiết bị phù hợp, tính toán tốc độ cấp phôi lý thuyết và thiết kế hệ thống thanh đỡ chuẩn xác nhất cho dây chuyền của bạn, đảm bảo phân xưởng đạt được hiệu suất sản xuất tối ưu nhất.