Trong lĩnh vực gia công cơ khí chính xác, công đoạn mài được xem là chốt chặn cuối cùng quyết định dung sai và chất lượng bề mặt của toàn bộ sản phẩm. Khi các xưởng khuôn mẫu hoặc phân xưởng gia công chi tiết cơ khí lên dự toán đầu tư thiết bị, việc chọn sai thông số kích thước máy không chỉ gây lãng phí nguồn vốn lớn mà còn tiềm ẩn nguy cơ mất an toàn, làm hỏng phôi thô có giá trị cao. Nhiều chủ xưởng thường chỉ tập trung vào công suất động cơ hay thương hiệu mà bỏ qua việc phân tích kỹ lưỡng động học của không gian gá đặt. Bài viết này sẽ phân tích chi tiết các thông số quyết định không gian làm việc, giúp bạn tính toán chuẩn xác từ bản vẽ chi tiết đến khi quyết định đầu tư một thiết bị máy mài công nghiệp đáp ứng đúng bài toán sản xuất.
Sai lầm phổ biến: Mua bàn từ vừa khít với kích thước phôi
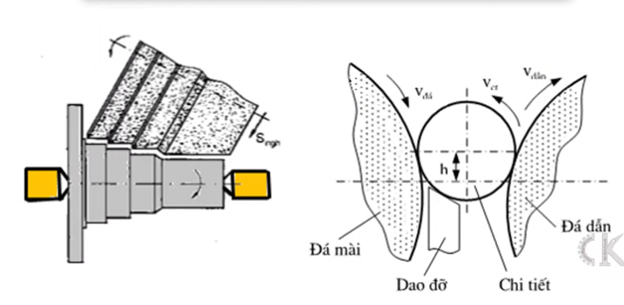
Sơ đồ minh họa khoảng hành trình thoát đá mài an toàn so với mép chi tiết gia công
Một trong những sai lầm phổ biến nhất tại các xưởng gia công là phương pháp đo vừa khít. Rất nhiều kỹ sư lập dự toán mua máy chỉ tiến hành đo đúng chiều dài và chiều rộng của cục phôi lớn nhất trong xưởng, sau đó mở tài liệu kỹ thuật và chọn mua ngay một thiết bị có thông số bàn từ y hệt. Ví dụ, xưởng chuyên gia công tấm thép kích thước 300x600mm sẽ có xu hướng tìm mua máy có kích thước bàn từ đúng 300x600mm để tối ưu chi phí. Xét về mặt hình học tĩnh, phôi có thể đặt vừa vặn lên bàn từ, nhưng xét về động học gia công mài phẳng, đây là một cấu hình sai lầm nghiêm trọng.
Nguyên lý cốt lõi của quá trình gia công mài phẳng là sự ma sát tốc độ cao giữa đá mài và bề mặt kim loại, sinh ra một lượng nhiệt cực lớn tại vùng cắt. Để quá trình cắt gọt diễn ra ổn định, đá mài luôn cần một khoảng hành trình chạy lố ra khỏi mép phôi ở cả hai đầu của trục X (hành trình dọc) và trục Y (hành trình ngang).
Tại sao khoảng thoát đá này lại mang tính bắt buộc?
· Giải nhiệt và thoát phoi: Khi đá mài chạy thoát hoàn toàn ra khỏi mép chi tiết, dung dịch trơn nguội mới có thể xối thẳng vào bề mặt làm việc của đá để rửa sạch mạt kim loại bám dính và làm nguội các hạt mài.
· Tránh hiện tượng cháy bề mặt: Nếu kích thước bàn từ và hành trình di chuyển vừa khít với phôi, đá mài sẽ phải đổi chiều di chuyển ngay tại vị trí mép phôi hoặc ngay trên bề mặt phôi. Việc dừng lại tích tắc để đảo chiều này khiến nhiệt lượng tập trung cục bộ, gây ra hiện tượng ủ nhiệt làm biến dạng cấu trúc tinh thể kim loại, dẫn đến các vết cháy bề mặt.
· Đảm bảo độ nhám bề mặt đồng đồng đều: Việc đá mài chạy thoát hẳn ra ngoài giúp nhịp bước dao ngang diễn ra trong không gian trống, không tạo ra các vết hằn bước dao lên bề mặt chi tiết khi đá ăn dao xuống.
Do đó, nếu mua bàn từ vừa khít, đá mài sẽ không thể thoát ra ngoài không gian của phôi, đồng nghĩa với việc bạn không thể thực hiện nguyên công mài một cách đúng kỹ thuật.
3 Thông số không gian quyết định năng lực gá đặt khi chọn cấu hình thiết bị
Để tránh rủi ro mua nhầm máy, người phụ trách kỹ thuật cần nắm rõ cách đọc và tính toán 3 thông số không gian cốt lõi dưới đây. Chúng là ranh giới vật lý quyết định năng lực gá đặt của toàn bộ hệ thống.
Chiều dài và chiều rộng phôi
Khi đọc thông số kỹ thuật của một thiết bị, bạn cần phân biệt rất rõ ràng giữa hai khái niệm: kích thước bàn từ và hành trình gia công thực tế của bàn máy.
Kích thước bàn từ là diện tích bề mặt vật lý của khối nam châm điện hoặc nam châm vĩnh cửu dùng để hút phôi. Trong khi đó, hành trình gia công thực tế là quãng đường tối đa mà các trục vít me hoặc xi lanh thủy lực có thể đẩy bàn máy di chuyển theo trục X (trái - phải) và trục Y (tiến - lùi). Thông thường, hành trình trục X và Y của máy luôn được thiết kế lớn hơn kích thước bàn từ một khoảng nhất định để cho phép đá mài quét qua toàn bộ diện tích bàn từ. Tuy nhiên, giới hạn cuối cùng cho phép đặt phôi vẫn là diện tích hữu ích của bàn từ.
Để đảm bảo hệ thống vận hành an toàn và đạt dung sai chuẩn, chúng tôi đưa ra mốc khuyến nghị tính toán như sau:
· Tính toán dự phòng 10% - 20%: Kích thước bàn từ và hành trình trục nên lớn hơn kích thước bao ngoài của phôi thô ít nhất 10% đến 20% cho mỗi chiều.
· Không gian cho đồ gá phụ trợ: Đối với các chi tiết có hình thù phức tạp, phôi không từ tính (nhôm, inox, đồng) hoặc các chi tiết quá mỏng dễ bị vênh, lực hút từ tính là chưa đủ. Người thợ sẽ cần đặt thêm các khối V, mỏ kẹp, các tấm nam châm phụ trợ hoặc các thanh chặn chống trượt ở xung quanh. Khoảng dư 20% diện tích bàn từ chính là không gian để setup các thiết bị gá kẹp này.
· Tránh vùng yếu từ tính: Rìa ngoài cùng của các bàn từ thường có lực hút yếu hơn so với vùng trung tâm. Nếu gá một chi tiết quá lớn ra tận mép bàn từ, phôi có thể bị xê dịch dưới tác động của lực cắt ngang, gây nguy hiểm cho người vận hành và hỏng mẻ đá mài.
Do đó, nếu bạn chuyên mài phôi kích thước 300x600mm, cấu hình đầu tư an toàn và bền vững nhất phải là một hệ thống máy mài phẳng có kích thước bàn từ tối thiểu 400x800mm, kết hợp với hành trình trục tương ứng.
Chiều cao phôi tối đa
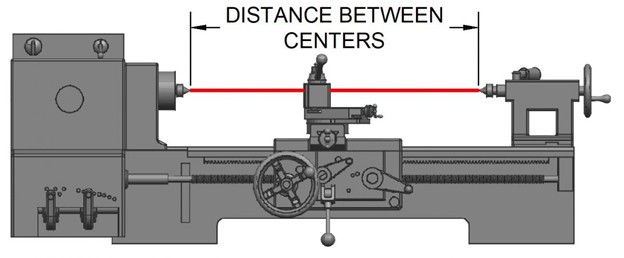
Cách tính toán khoảng cách từ tâm trục chính máy mài phẳng đến mặt bàn từ
Nhiều người đi mua máy chỉ quan tâm đến chiều dài và chiều rộng mà quên mất trục Z, tức là chiều cao thẳng đứng. Trong gia công mài phẳng, giới hạn về chiều cao được quy định bởi thông số: khoảng cách tâm trục chính đến mặt bàn máy.
Hiểu sai thông số này có thể dẫn đến việc phôi gá lên bàn từ nhưng máy không thể hạ đá mài xuống gia công, hoặc tệ hơn là gây va chạm cơ khí giữa vỏ bao che trục chính và phôi thô.
[Lưu ý (Note): Công thức tính toán chiều cao phôi khả dụng] Bạn không thể dùng toàn bộ con số khoảng cách từ tâm trục chính xuống mặt bàn ghi trên catalogue để tính chiều cao gá phôi. Khoảng không gian khả dụng thực tế để nhét phôi vào phải được tính trừ hao theo công thức:
Khoảng trống chứa phôi = (Khoảng cách từ mặt bàn đến tâm trục chính) - (Chiều dày của bàn từ) - (Bán kính của viên đá mài kích thước lớn nhất).
Giải thích chi tiết công thức:
· Chiều dày bàn từ: Hầu hết các nhà sản xuất máy công cụ niêm yết khoảng cách Z tính từ mặt bàn máy bằng gang, chứ không phải từ mặt bàn từ. Bạn phải trừ đi độ dày của mặt bàn từ (thường dao động từ 70mm đến 150mm tùy loại).
· Bán kính đá mài lớn nhất: Trục chính mang theo viên đá mài. Bạn phải dùng bán kính của viên đá mài mới nguyên, tức là kích thước lớn nhất khi chưa mòn để tính toán, vì đây là ranh giới vật lý thấp nhất chạm vào phôi. Nếu bạn dùng bán kính của viên đá mài đã mòn để tính toán, khi thay đá mới vào, đá sẽ đập thẳng vào chi tiết gia công.
Nếu tổng chiều cao của phôi thô cộng với các tấm lót bên dưới vượt quá khoảng trống chứa phôi này, cấu hình máy đó hoàn toàn không thể sử dụng cho chi tiết của bạn.
Tải trọng tối đa của bàn máy
Một hệ thống máy công cụ không chỉ bị giới hạn bởi không gian hình học mà còn bị giới hạn bởi sức chịu tải. Tải trọng bàn máy tối đa là tổng khối lượng cho phép đặt lên hệ thống băng dẫn hướng, bao gồm: khối lượng bàn từ, khối lượng đồ gá và khối lượng phôi thô lớn nhất.
Trong gia công phay hay tiện, một chút rung động có thể được châm chước. Nhưng gia công mài phẳng yêu cầu độ nhám bề mặt và dung sai độ phẳng, độ song song cực kỳ khắt khe, thường đo bằng đơn vị phần nghìn milimet.
Nếu bạn cố tình gá một khối khuôn thép đặc kích thước lớn có trọng lượng vượt quá mức tải trọng thiết kế của thiết bị, hệ quả trực tiếp sẽ đổ dồn lên các băng dẫn hướng, thường là kết cấu rãnh chữ V kép hoặc rãnh chữ V kết hợp rãnh phẳng. Dưới sức ép hàng trăm kilogram cộng với lực tỳ thẳng đứng của đá mài khi cắt gọt, bàn máy sẽ bị hiện tượng độ võng vi mô tại điểm chính giữa hành trình, ép lớp dầu bôi trơn rãnh trượt mỏng đi không đồng đều.
Hậu quả của việc quá tải này thể hiện ngay trên bề mặt chi tiết sau khi mài:
· Đo kiểm mặt phẳng sẽ thấy hiện tượng lõm ở giữa và cao ở hai đầu.
· Bề mặt xuất hiện các vệt xước do hành trình trượt dọc bị kẹt rít, di chuyển không trơn tru.
· Hệ thống truyền động trục X, nếu chạy bằng xi lanh thủy lực, sẽ nhanh chóng bị quá nhiệt và suy giảm áp suất do phải đẩy một khối lượng vượt tải.
Do đó, khi tra cứu cấu hình thiết bị, hãy đảm bảo tải trọng tối đa của bàn máy dư ra ít nhất 25% so với khối lượng phôi nặng nhất mà xưởng bạn từng nhận gia công.
Quy chiếu kích thước phôi với phân khúc máy mài phẳng

Hình ảnh máy mài phẳng thủy lực chính xác GD-250
Dựa vào các thông số kích thước phôi và sản lượng mục tiêu, chúng ta có thể phân loại và quy chiếu để chọn ra phân khúc giải pháp gia công mài phù hợp nhất, nhằm cân đối giữa bài toán kỹ thuật và dòng tiền đầu tư của doanh nghiệp.
· Đối với phôi linh kiện nhỏ, chốt, gá kẹp kích thước dưới 200x400mm, sản lượng ít: Nếu phân xưởng của bạn chủ yếu gia công sửa chữa đồ gá nhỏ, lưỡi dao cắt, khuôn đột dập cỡ nhỏ hoặc gia công đơn chiếc, các cấu hình máy mài cơ điều khiển quay tay hoàn toàn bằng sức người là giải pháp tối ưu chi phí. Hành trình máy nhỏ, tải trọng nhẹ giúp người vận hành dễ dàng cảm nhận lực cắt qua tay quay. Tuy nhiên, nhược điểm là năng suất thấp và phụ thuộc hoàn toàn vào tay nghề thợ để duy trì bước dao đều đặn.
· Đối với phôi khuôn mẫu, chi tiết máy tầm trung (lên đến 400x800mm hoặc lớn hơn) và mài hàng loạt: Khi kích thước phôi bắt đầu lớn hơn bề ngang 300mm và dài hơn 600mm, việc quay tay di chuyển bàn máy nặng hàng trăm kg là điều bất khả thi. Hơn nữa, với diện tích bề mặt lớn, yêu cầu về độ đồng phẳng và độ nhám đồng đều trên toàn bộ bề mặt là rất cao. Lúc này, xưởng bắt buộc phải nâng cấp lên cấu hình máy mài phẳng thủy lực tự động. Các thiết bị này sử dụng hệ thống bơm thủy lực mượt mà để đẩy bàn máy chạy dọc và các động cơ điều khiển thông minh để tự động bước dao ngang và tự động ăn dao sâu. Máy tự động giải quyết triệt để vấn đề sức lao động, loại bỏ rung động do tay người gây ra, giúp bề mặt kim loại không bị hằn vết bước dao, mang lại dung sai chính xác cho các tấm khuôn ép nhựa hay khuôn đột dập quy mô công nghiệp.
Nhận tư vấn tính toán hành trình mài từ kỹ sư Á Châu
Đầu tư một thiết bị mài bề mặt là quyết định dài hạn của phân xưởng. Đừng lựa chọn thông số máy chỉ dựa trên cảm tính hoặc ước lượng sơ sài. Việc sai số từ khâu khảo sát không gian gá đặt ban đầu có thể khiến thiết bị trị giá hàng trăm triệu đồng trở nên kém hiệu quả hoặc không thể vận hành an toàn.
Nếu xưởng của bạn đang có kế hoạch nâng cấp thiết bị nhưng chưa chắc chắn về cấu hình, hãy gửi cho chúng tôi kích thước bao của phôi thô lớn nhất (Dài x Rộng x Cao), trọng lượng ước tính, loại vật liệu gia công và yêu cầu về độ nhám bề mặt. Đội ngũ kỹ sư ứng dụng của Á Châu sẽ tiến hành đối chiếu bản vẽ, tính toán kỹ lưỡng khoảng hành trình thoát đá, tải trọng chịu lực của hệ thống thanh trượt tĩnh và đề xuất model thiết bị có thông số an toàn nhất. Quy trình tư vấn chuyên sâu này sẽ giúp doanh nghiệp của bạn loại trừ rủi ro gá đặt, đảm bảo năng lực sản xuất đúng thiết kế và tránh lãng phí vốn đầu tư không đáng có.
Để mua hàng hay biết thêm thông tin vui lòng liên hệ: 0836.029.594